산업용 취출로봇의 소음 저감에 대한 연구
Study on Noise of an Industrial Take-out Robot
현대의 플라스틱 성형품은 이미 단순한 구조를 넘어 보다 정교하고 복잡하며 높은 완성도를 자랑하고 있다. 이는 취출로봇의 동작이 좀 더 정밀해지고, 고도화될 필요성을 제기했다. 본지에서는 한국소음진동공학회의 정진태 교수팀이 연구한, 취출로봇의 성능 향상을 위해 반드시 필요한 소음과 진동의 원인 규명 및 소음 저감에 대한 내용을 소개한다.

Ⅰ. 서론
취출로봇은 일반적으로 금형으로부터 플라스틱을 분리해내는 전용 로봇으로 후속 공정기계로의 로딩 또는 언로딩 작업을 병행하는 등 산업현장에 널리 사용되고 있으며 생산 자동화에 크게 기여하고 있다. 근래에는 고속화, 고효율화, 그리고 정밀화를 구현할 수 있는 취출로봇을 개발하기 위한 노력이 활발히 진행되고 있으며, 성능을 향상시키기 위해 소음 및 진동의 저감은 반드시 해결해야 할 중요한 과제이다. 일반적으로 취출로봇은 제어 시스템과 동력전달 시스템으로 이루어져 있으며, 소음 및 진동에 큰 영향을 미치는 요인은 동력전달 시스템이다. 동력전달 시스템은 랙 피니언 기어, 감속기, 모터로 구성되어 있다. 고속의 회전동력을 모터로부터 전달받아 일정한 감속비를 가진 감속기를 통해 랙 피니언으로 동력을 전달한다. 그러므로 랙 피니언이 고속으로 회전을 하게 되며, 이에 따라 랙과 피니언 사이, 감속기, 그리고 모터에서 진동과 소음이 유발된다. 동력전달 시스템에서 발생하는 진동과 소음은 취출로봇의 안정성, 구동 성능 그리고 내구성 저하에 큰 영향을 주며, 공장소음, 기계요소 소음 등 정숙성에도 큰 영향을 미친다. 그러므로 취출로봇의 소음 저감을 위해서는 동력전달 시스템의 소음 저감이 필요하다.
그간 동력전달 시스템에 대한 연구는 많이 진행됐으나 시스템이 취출로봇의 소음 진동에 미치는 영향에 관한 연구는 아직 미비하다. 동력전달 시스템에 의한 취출로봇의 소음은 기어치의 강성변화, 치형오차, 조립오차 등에 의해 발생하는 기어 소음이 외부로 방사되는 구조전달소음이다. 이 연구에서는 실험적으로 동력전달 시스템에 의한 취출로봇의 소음 원인 분석 및 저감 방안을 다루었다. 실험적 방법인 신호분석법을 통해 취출로봇에서 발생하는 소음을 측정했고, 측정된 주파수 영역의 데이터로부터 치형오차, 조립오차 등의 소음원인을 규명했다. 또한 이들 소음원이 취출로봇의 전체 음압에 끼치는 영향을 분석했다. 동력전달 시스템의 소음원 중에 치형오차는 질량불평형을 발생시켜 소음 및 진동을 유발할 수 있는데 치형오차는 기어의 가공정밀도가 다른 두 개의 기어를 제작하고 각각의 기어에 대한 소음 실험을 수행하며 치형오차가 취출로봇 소음에 미치는 영향을 파악했다. 다른 소음원인 조립오차는 상대운동을 허용하는 구성 부품들의 기계적 헐거움에 의해 발생될 수 있으며 이는 핀 피니언의 유격과 밀접한 관련이 있다. 따라서 핀 피니언의 유격을 일정하게 증가시키면서 각각의 유격이 취출로봇에 미치는 영향을 평가했다. 이 논문에서는 취출로봇 소음에 영향을 끼치는 인자 파악 및 분석을 통해 취출로봇의 소음 저감 방안을 제시했다.
Ⅱ. 취출로봇의 구조
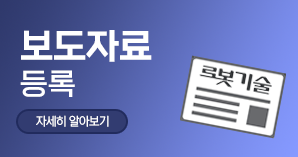
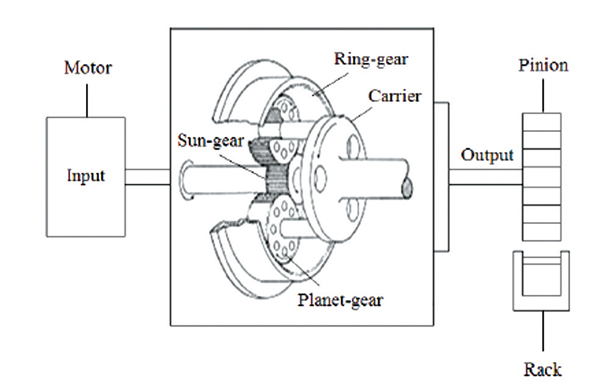
실험 대상인 주행형 취출로봇의 구동을 위해서는 직선이송을 위한 핀 피니언 기어뿐만 아니라 감속기 및 모터가 필요하다. 모터의 입력을 감속기가 전달받아 일정 속도비로 감속해 핀 피니언 기어를 통해 직선 이송하는 시스템이다. 취출로봇은 트래버스, 크로스와이즈, 버티컬로 이루어져 있으며, 각 축마다 핀 피니언 기어가 장착되어 있다.
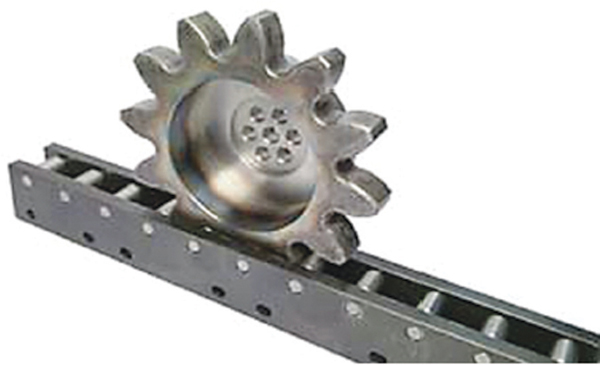
핀 피니언 기어는 인벌류트 치형인 랙 피니언 기어와 달리 수정된 사이클로이드 치형의 피니언과 롤러 핀의 랙으로 구성돼 있다. 핀 피니언의 경우 백래쉬 감소로 전달효율이 극대화되어 정밀 제어 및 효율성 측면에서 인벌류트 랙 피니언보다 우수한 성능을 갖는 것으로 알려져 있다.
Ⅲ. 취출로봇의 소음원 분석
감속기와 핀 피니언 기어는 기어열로 구성되기 때문에 기어의 물림에 의해서 발생하는 ‘가진 성분’을 가지게 되며 기어물림주파수(Gear Mesh Frequency, GMF)로서 나타낸다. 기어물림주파수는 이론적인 해석을 바탕으로 각각 구해졌다. 취출로봇의 구동시스템은 핀 피니언 기어 부분과 감속기 내부에서 각각 기어물림이 이뤄진다. 따라서 취출로봇의 구동 시스템은 두 개의 기어물림주파수로 핀 피니언 기어의 기어물림주파수(GMFP)와 감속기의 기어물림주파수(GMFR)를 각각 가진다.
두 기어물림주파수를 구하기 위한 이론식은 다음과 같다.
GMFP = NPωP (1)
GMFR = |(ωr - ωc )|Nr (2)
여기서 Np와 Nr은 피니언의 잇수와 링기어의 잇수를 나타내며 ωc, ωp, ωr은 순서대로 캐리어, 피니언, 링 기어의 회전속도를 나타낸다. 감속기의 기어물림주파수를 구하기 위해 링 기어는 고정이며, 선 기어는 입력부로서 모터의 회전속도와 같다. 이를 식(3)에 대입해 출력부인 캐리어의 회전속도를 계산한 후 식(2)에 대입해 감속기의 기어물림주파수를 계산했다.
ωc = Ns ωs Nrωr
Ns Nr (3)
여기서 Ns는 선기어의 잇수이고 ωs는 선기어의 회전속도이다. 취출로봇의 소음/진동 측정은 모터의 회전속도 1250rpm에서 수행했다. 소음신호 채집은 마이크로폰을 취출로봇 트래버스의 중간부분에서 1m 이격시킨 위치에 설치해 측정했다. 소음레벨은 소음계를 마이크로폰과 같은 위치에 설치해 측정했으며 소음신호와 소음레벨은 A-가중치를 이용해 dBA값을 측정했다. 진동신호의 채집은 마이크로폰과 같은 위치인 취출로봇의 중간부분에 가속도계를 부착해 측정했으며 진동 소음 신호에 대한 주파수 분석은 주파수 분석기를 이용해 3200Hz까지 분석했다.
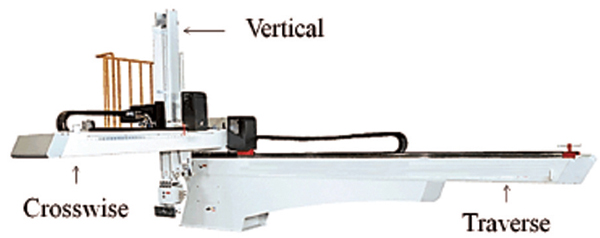
이론적 기어물림주파수와 비교해보면, 유성기어 감속기의 기어물림주파수 성분인 12ω의 고조파 성분이 소음과 진동 신호에 크게 나타나는 것을 확인할 수 있다.
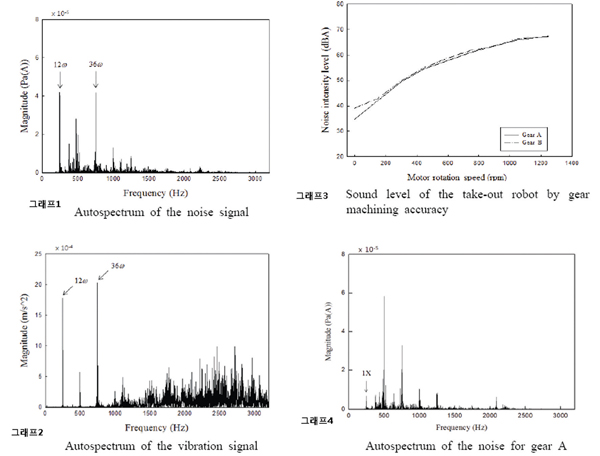
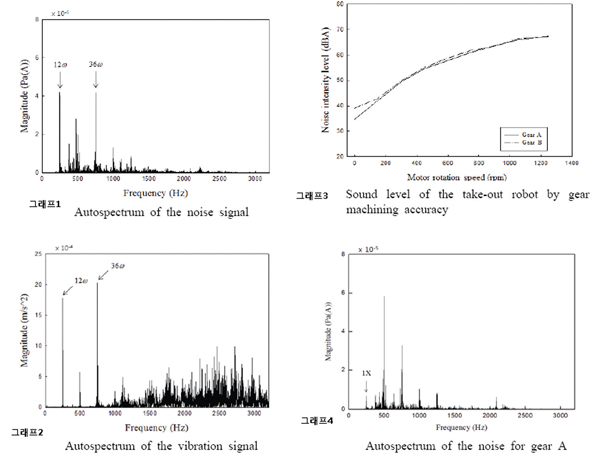
그래프 1과 2는 측정된 소음 신호와 진동 신호에 대한 주파수 스펙트럼을 나타낸다. 이는 12ω, 36ω 주파수 성분의 구조 진동이 소음을 유발하는 것을 의미한다. 핀 피니언 기어의 기어물림주파수에 해당하는 50Hz에서의 소음 및 진동 신호는 크게 나타나지 않는 것을 확인할 수 있다. 이를 통해 취출로봇의 주요 소음원이 유성기어의 기어물림주파수임을 알 수 있다. 12ω와 36ω는 각각 감속기의 기어물림주파수의 1X와 3X를 나타낸다. 회전체의 1X성분은 회전체의 제작이나 조립 시의 정밀도에 의해 발생하는 오차 또는 운전 시의 고정자와의 접촉에 의한 마모, 부식에 의한 변형으로 인해 회전체의 축 중심과 무게 중심이 일치하지 않는 질량불평형에 의해 발생한다. 3X성분은 상대운동을 허용하는 구성부품들 사이에 헐겁거나 부적절한 설치에 의한 기계적 헐거움에 의해 발생한다. 그러므로 취출로봇의 소음 저감을 위해서는 1X와 3X성분의 크기를 감소시켜야 한다. 질량불평형은 치형오차에 의해서 발생할 수 있으며 기계적 헐거움은 핀 피니언의 유격에 의해서 발생할 수 있다. 따라서 이 연구에서는 치형오차와 핀 피니언의 유격이 취출로봇의 소음에 미치는 영향을 분석한다.
Ⅳ. 치형오차의 영향
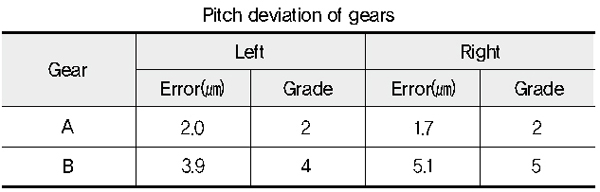
기어의 물림은 이상적으로 구름접촉이 이루어져야 하지만 가공 과정 중에 발생하는 제작오차에 의해 접촉이 매끄럽지 못해 질량불평형에 의한 가진력이 증가한다. 치형오차별 소음 수준을 측정하기 위해 기어가공정밀도가 다른 두 개의 피니언 기어를 제작했으며 한국산업기술시험원(KTL)의 기어 정밀도 측정 장비를 이용해 일본공업규격(JIS)을 기준으로 치형오차를 측정했다. 측정된 치형오차는 표1과 같다. 데이터에서 알 수 있듯이 A기어의 치형오차가 B기어의 치형오차보다 더 정밀한 것을 알 수 있다. 치형오차에 따른 취출로봇의 소음 측정은 모터의 정지 상태에서 1250rpm까지 50rpm 간격으로 속도를 증가시키면서 실험했다. 소음 측정을 위한 마이크로폰의 설치 위치와 실험방법은 취출로봇의 소음/진동 실험과 동일하게 구성했다. 치형오차가 다른 두 기어에 대한 취출로봇의 소음레벨 측정결과는 그래프 3에서 보듯이 기어의 치형오차에 따른 차이가 큰 편에 속하는 B기어와, A기어에 의해 발생하는 소음레벨차이가 평균 0.5dBA로 크지 않다는 것을 알 수 있다. 뿐만 아니라 그래프 4와 그래프 6의 두 주파수 그래프에서 알 수 있듯이 치형오차에 따른 1X성분의 변화량이 매우 작은 것을 알 수 있다. 그러므로 치형오차는 취출로봇 소음에 미치는 영향이 미미한 것으로 판단된다.
Ⅴ. 유격의 영향
취출로봇의 소음에 영향을 미치는 인자는 질량불평형 이외에 기계적 헐거움이 존재한다. 이 연구에서는 핀 피니언의 유격을 조정해 취출로봇의 소음을 측정했다. 유격에 따른 취출로봇의 소음 측정은 치형오차와 소음의 관계분석 실험과 동일한 조건에서 수행했다. 모터의 속도가 1250rpm일 때 유격량을 0.5에서 1.2㎜까지 0.1㎜씩 증가시키면서 실험을 수행했으며, 다이얼게이지를 이용해 핀 피니언의 유격량을 조정했다. 그래프 6은 유격량이 증가할수록 소음 레벨이 증가하는 것을 보여준다. 취출로봇은 0.1㎜ 근처에서 가장 적은 소음이 발생하며 0.1㎜일 때와 1.2㎜일 때의 소음량의 차이가 3.8dBA로 크게 나타나고 있다. 그래프 7과 8은 유격이 각각 0.8㎜, 0.1㎜일 때의 주파수 그래프를 나타낸다. 두 그래프에서 확인할 수 있듯이 3X성분은 유격량이 0.1㎜에 가까울수록 많이 감소한다는 것을 확인할 수 있으며, 2X성분의 증가는 기어 축의 반경방향 진동 증가로 인해 크게 나타난다고 판단된다. 그러므로 감속기의 3X성분이 핀 피니언 유격에 의한 소음과 관련이 있으며 취출로봇의 소음에 큰 영향을 미친다.
Ⅵ. 결론
이 연구는 실험적인 방법을 이용해 취출로봇의 소음원을 규명하고 저감하는 것이 목적이다. 취출로봇의 치형오차 및 핀 피니언의 유격 변화에 따른 소음 변화를 계측했으며 이로부터 다음과 같은 결론을 도출할 수 있다.
1. 치형오차에 의한 취출로봇 소음의 영향은 미미하며, 핀 피니언 기어의 유격에 의한 취출로봇의 소음 영향은 크다.
2. 취출로봇의 소음은 상대운동을 허용하는 기계부품들 사이의 기계적 헐거움에 의해 발생하며 핀 피니언 기어의 유격량이 0.1㎜에 가까울수록 소음레벨이 감소하므로 소음 저감을 위해 유격량 0.1㎜ 근처에서 취출로봇을 조립해야 한다.
『한국소음진동공학회논문집 제21권 제1호』 정진태, 조재연, 김덕수